
厚壁無縫鋼管內折缺陷是指在厚壁無縫鋼管內表面存在著與整體金屬熔合的緊貼著的重疊層,或存在厚壁無縫鋼管的頭部,或存在整根厚壁無縫鋼管內,或有規律,或無規律。有此缺陷的厚壁無縫鋼管輕者可以修磨使用,重者降級使用或報廢。主要影響因素有:
連鑄坯質量與內折的關系
如圖4-14照片所示的鑄坯試樣,在管坯的端部縮孔嚴重的容易形成內折缺陷。
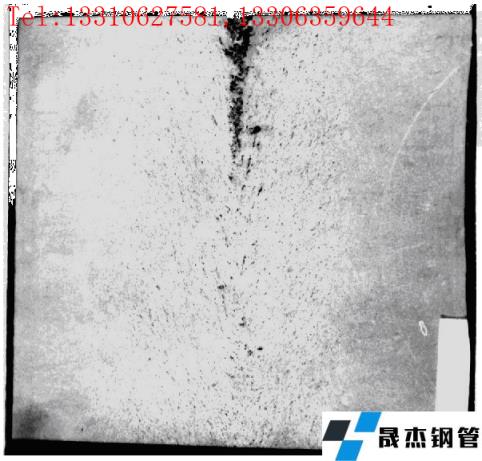
圖4-14鑄坯低倍組織
縮孔形成的原因是在連鑄過程中,在液相穴凝固末端,鑄坯的中心凝固速度和表面凝固速度相比有很大差異,由此會引起中心收縮和表面收縮的差異,一般表現為中心的收縮速度快。凝固末端液相穴狹窄且鋼水的粘性較大,如果中心收縮造成的體積空隙不能得到及時補充,就會在鑄坯中心形成中心縮孔。
如果柱狀晶細小,致密;中心縮孔小且在鑄坯中心有斷斷續續地集中疏松,這樣在鑄坯加熱時端部縮孔即使氧化也比較短,形成的內折集中在管端很短范圍內,絕大多數可以切掉。有的鑄坯根本就沒有中心縮孔。
另外對管坯進行緩冷處理,尤其是對合金鋼坯進行緩冷后,內折的降低更加明顯。
軋制參數調整對內折缺陷的影響
軋輥轉速的大小是根據鑄坯材質、延伸系數、滑移系數及輥徑大小等多方面而設計的。結果表明:高轉速更容易形成內折,降低轉速,內折相應減少。究其原因主要是增大軋輥轉速將導致滑移增加,也就是軸向效率降低,管坯在咬入段旋轉次數增加,形成內折的可能性加大。試驗結果確定了穿孔機的調整方向是:使用大的咬入角,隨著咬入角加大管坯滑移減小,滑移的減小可以減少管坯咬入所需的旋轉次數。綜合國外廠家的經驗,咬入角在10~12度時前進效率最佳。
升速比的影響
采用升速比的作用是軋輥低速旋轉,有利于管坯平穩咬入,咬入后高速軋制高速拋鋼。一般按30%設定,生產中視軋輥磨損情況常采用的是40%或45%,實驗結果顯示:采用30%的升速比穿孔產生的內折量低于采用45%升速比穿孔產生的內折量。理論根據是,在低速咬入階段和高速軋制階段,二者速度差小,鑄坯的變形條件相近。也就是說,在低速向高速轉變時,金屬流動能夠平穩過渡。若二者速度差大,金屬變形產生波動就容易產生大片內折。這種內折常在毛管前端400~500MM處發現。
頂頭預旋轉速度的影響
頂頭預旋轉的作用同樣是有利于管坯的咬入,預旋轉速度值一般按管坯旋轉速度的70%設定且旋轉方向一致。試驗結果表明,20%預旋轉速度產生的內折量明顯低于100%設定轉速。
內折形式
根據現場取典型試樣,并作金相分析,內折形式大體上表現為端部內折和通體內折,具體如下:
端部內折
主要形式為厚壁無縫鋼管端部1.5米內分散的起皮狀折疊。形成原因為管坯端部有露頭的中心缺陷,加熱時氧化,穿孔時形成折疊,隨經后續變形變薄,不能軋合就在管端形成了薄片狀內折,特點是分散零亂。另一種原因為軋制內折,特點是內折較集中,方向性較強。
大片內折
主要集中在低合金鋼種,厚壁無縫鋼管無規分布著4~5片鐵皮,鐵皮與基體附著力不大,有內折的厚壁無縫鋼管經酸浸后內折部分可以脫落。經電鏡觀察可以看到鐵皮根部有塊狀的含Cr氧化物和氧化圓點。由此判斷此種內折形成原因為,管坯高溫加熱后,在端部內形成含Cr氧化物,穿孔后即形成內折。
通體內折
小螺距有規律內折,形式為螺旋狀起皮,起皮大小一般為5~10MM,厚為150~1300um.將起皮點連線就會發現螺距較小,一根厚壁無縫鋼管內有幾個螺距。起皮處有輕微的氧化脫碳,組織與基體基本一致,未發現又夾雜物異常。產生的原因是頂頭破損所致。
大螺距有規律內折,形式為大螺旋狀,比5.2.1內折小,內折翹起的方向相同。將各點連線,連線與厚壁無縫鋼管軸線大約呈5度夾角。每個點相隔約450~500MM。
形成原因:頂頭與頂桿連接的銷子竄出劃傷,或者是頂頭反錐處有粘鋼。此種內折出現的幾率非常小。
形成內折的原因
——工具磨損引起的內折
——鑄坯質量引起的內折
——軋制內折
解決方向
通過以上分析,可以看出,厚壁無縫鋼管內折的形量過大所造成的軋制內折外主要是鑄坯質量差和軋制工具磨損引起的。因工具所致的內折可以避免,故攻關的重點應放在改善鑄坯的組織結構上。主要方法有:
1)增設緩冷料架,有效釋放管坯內部應力;
2)擴大鑄坯等軸晶率,縮短柱狀晶長度,改善鑄坯中心疏松和中間裂紋;
3)注意軋制工具的磨損;
4)穿孔機調整應采用大角度、低轉速等調整方法。
4.11.2 前卡前卡,又稱不咬入。是穿孔機最常見的工藝問題,處理辦法有:
將頂頭前伸量減少
減小輥距
升溫
前卡的圖片見圖4-15 圖4-16。

圖4-15前卡斷面 圖4-16 前卡斷面
4.11.3 中卡中卡問題不常見,多是由于電機負荷過高或管坯打滑所致。
處理辦法有:
避免頂頭熔化
避免軋輥磨損嚴重
防止管坯溫度過低引起電機過載,或管坯過燒。I
4.11.4 后卡(鐮刀)后卡常見的形式有兩種,一種是管坯尾部剛剛穿透一個小孔,另一種是為不開花(見圖4-17)。
處理的辦法有:
將頂頭前伸量增加
增加輥距

圖4-17后卡
4.11.5 鏈帶鏈帶的產生是由于金屬竄入軋輥與導盤(導板)縫隙,并且導盤的邊緣磨損鋒利,管坯表面的金屬被切削而形成的鏈袋狀。
處理的辦法有:
增加導盤的穩定性
即使更換工具
4.11.6 壁厚不均厚壁無縫鋼管的壁厚不均也是最常見的質量問題,主要形式有端部的壁厚不均和通體的壁厚不均.
處理的辦法有:
管坯端部要垂直;
管坯的加熱溫度要均勻
穿孔機的軋線要居中
軋機的輥縫要對稱
定徑機的軋輥安裝對稱,機架安裝到位。
免責聲明:本網站(山東聊城晟杰無縫鋼管廠m.chekuairong.com)刊載的“4.11 常見工藝問題 (厚壁鋼管穿孔)”等均源于網絡,版權歸原作者所有,且僅代表原作者觀點,本文所載信息僅供參考。轉載僅為學習與交流之目的,如無意中侵犯您的合法權益,請及時聯系刪除。本網站刊登此篇文章并不意味著本站贊同其觀點或證實其內容的真實性,我們不對其科學性、嚴肅性等作任何形式的保證。如果侵犯了您的版權,請盡快聯系我們予以撤銷,謝謝合作!
請查看相關產品 厚壁鋼管,厚壁無縫鋼管,厚壁管,無縫鋼管廠,無縫鋼管廠家
 銷售一部:0635-8876028 13310627581 李經理銷售二部:0635-8791921 13306359644 任經理銷售三部:0635-8791912 15653133503 張經理
銷售一部:0635-8876028 13310627581 李經理銷售二部:0635-8791921 13306359644 任經理銷售三部:0635-8791912 15653133503 張經理 傳 真:0635-8878086
傳 真:0635-8878086 山東省聊城市國家級經濟技術開發區景陽崗路東段路北
山東省聊城市國家級經濟技術開發區景陽崗路東段路北



